El filamento PLA+ Silk de Sunlu es uno de los materiales favoritos para piezas decorativas gracias a su acabado sedoso y brillante.
Sin embargo, para lograr ese efecto brilloso no basta con usar el perfil genérico de PLA y configuraciones por defecto.
En este tutorial aprenderás paso a paso cómo configurar el Bambu Studio utilizando la impresora Bambu Lab A1 y lograr impresiones con:
- ✨ Brillo uniforme
- 🎨 Transiciones de color limpias
- 🧱 Excelente definición en paredes y superficies
- 🌉 Voladizos y puentes estables
Al finalizar tendrás un perfil optimizado listo para tus piezas decorativas ya sea en bicolor, tricolor o arcoíris podrás usar este perfil.
MATERIALES
- Bambu Studio
- Impresora 3D Bambu Lab A1
- Filamento PLA+ Silk Sunlu
- Placa PEI texturizada o lisa
INTRODUCCIÓN
¿Por qué el PLA+ Silk necesita una configuración especial?
A diferencia del PLA tradicional, los filamentos PLA+ Silk tienen un comportamiento particular durante la impresión. Su formulación está diseñada para generar el característico acabado sedoso y brillante, pero este efecto depende directamente de parámetros como la velocidad de impresión, la temperatura y el flujo del material.
Si estos valores no están correctamente ajustados, pueden aparecer problemas como:
- Pérdida del brillo y acabado opaco
- Variaciones visibles en el tono de la pieza
- Mala calidad de impresión
Por esta razón, antes de imprimir una pieza final es fundamental realizar una torre de temperatura. Esta prueba permite analizar cómo responde el material en distintos rangos térmicos y encontrar el punto óptimo donde se obtiene el mejor equilibrio entre:
- ✨ Brillo uniforme
- 🧱 Buena adhesión entre capas
- 🔍 Calidad de impresión
Para esta calibración configuraremos una serie de parámetros en Bambu Studio que te servirán como guía para:
- Lograr un acabado brillante y constante
- Mantener una excelente calidad de impresión
- Evitar zonas opacas causadas por cambios de velocidad
Aunque esta guía está optimizada para la Bambu Lab A1, los conceptos y ajustes pueden aplicarse a otras impresoras FDM y a diferentes variantes de PLA+ Silk (bicolor, tricolor y arcoíris), ayudándote a obtener el efecto sedoso característico sin sacrificar calidad en tus piezas finales, así que comencemos el tutorial y presta mucha atención a los siguientes pasos, configuraciones y recomendaciones.
CONFIGURACIONES EN BAMBU STUDIO
1️⃣ Agregar los filamentos Sunlu a Bambu Studio
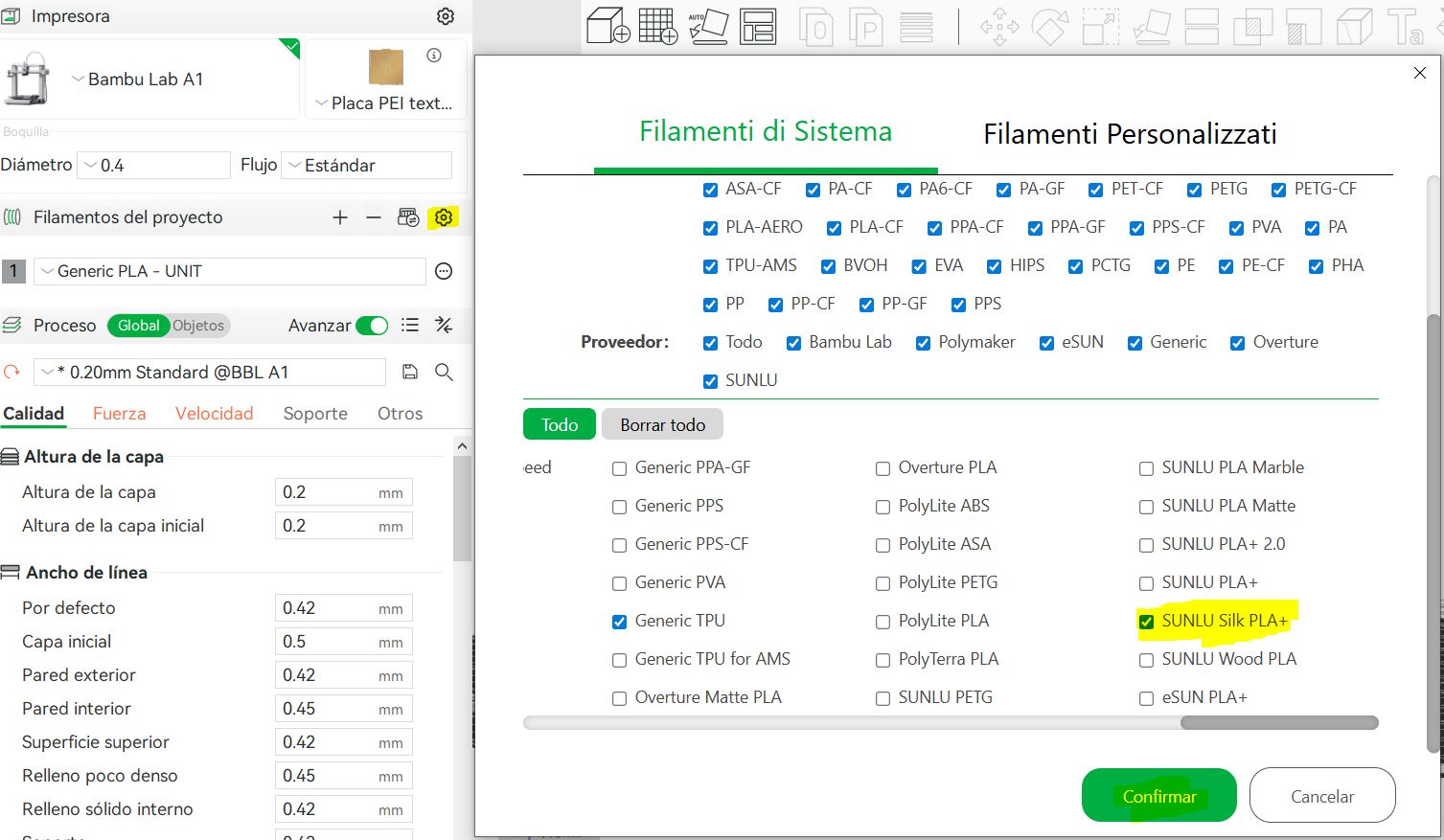
De forma predeterminada, los perfiles de SUNLU no aparecen activos en Bambu Studio, por lo que es necesario habilitarlos manualmente antes de comenzar.
Para agregarlos sigue estos pasos:
- Haz clic en el ícono de engranaje (Establecer filamentos a utilizar).
- En la ventana que se abre, busca el apartado Proveedor.
- Selecciona SUNLU.
- Activa el perfil SUNLU PLA+ Silk.
Con esto podrás utilizar la configuración base del material y tomarla como punto de partida.
En la siguiente imagen se muestra dónde realizar esta selección:
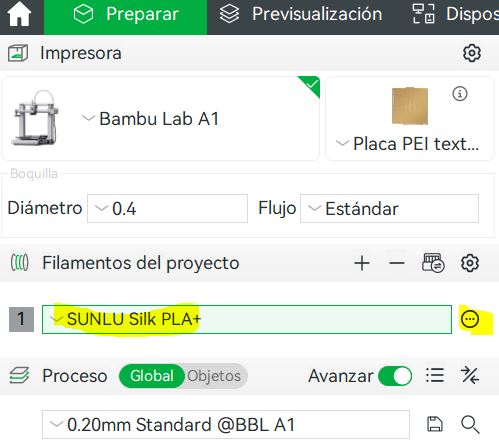
Ya agregado elígelo como filamento de impresión:
2️⃣ Importar y configura la torre de temperatura
La torre de temperatura que utilizaremos en esta guía se puede descargar directamente desde MakerWorld en el siguiente enlace:
Descarga el archivo en formato .STL y posteriormente impórtalo en Bambu Studio para comenzar con la configuración.
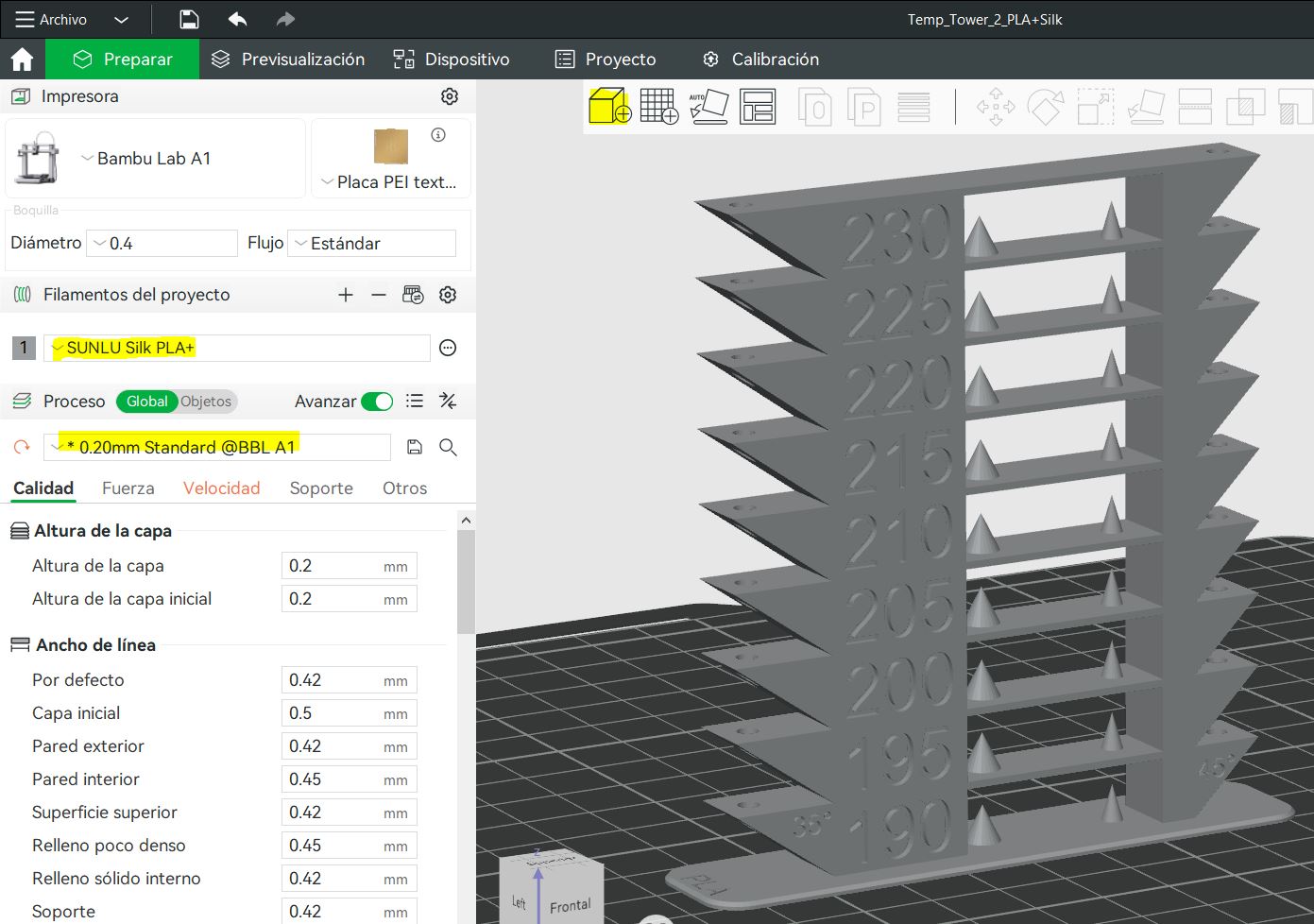
⚙️ Configuración básica de impresión para la torre
Una vez importado el modelo en Bambu Studio, configuraremos los parámetros básicos de impresión que utilizaremos para la prueba:
- Calidad de impresión: 0.20 mm Standard @BBL A1
- Densidad de relleno: 15 %
- Patrón de relleno: Rejilla
- Soportes: Desactivados
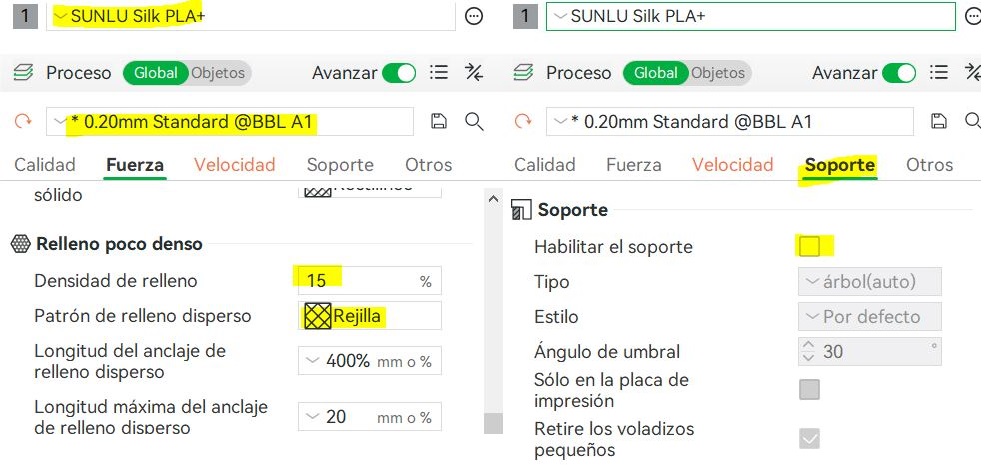
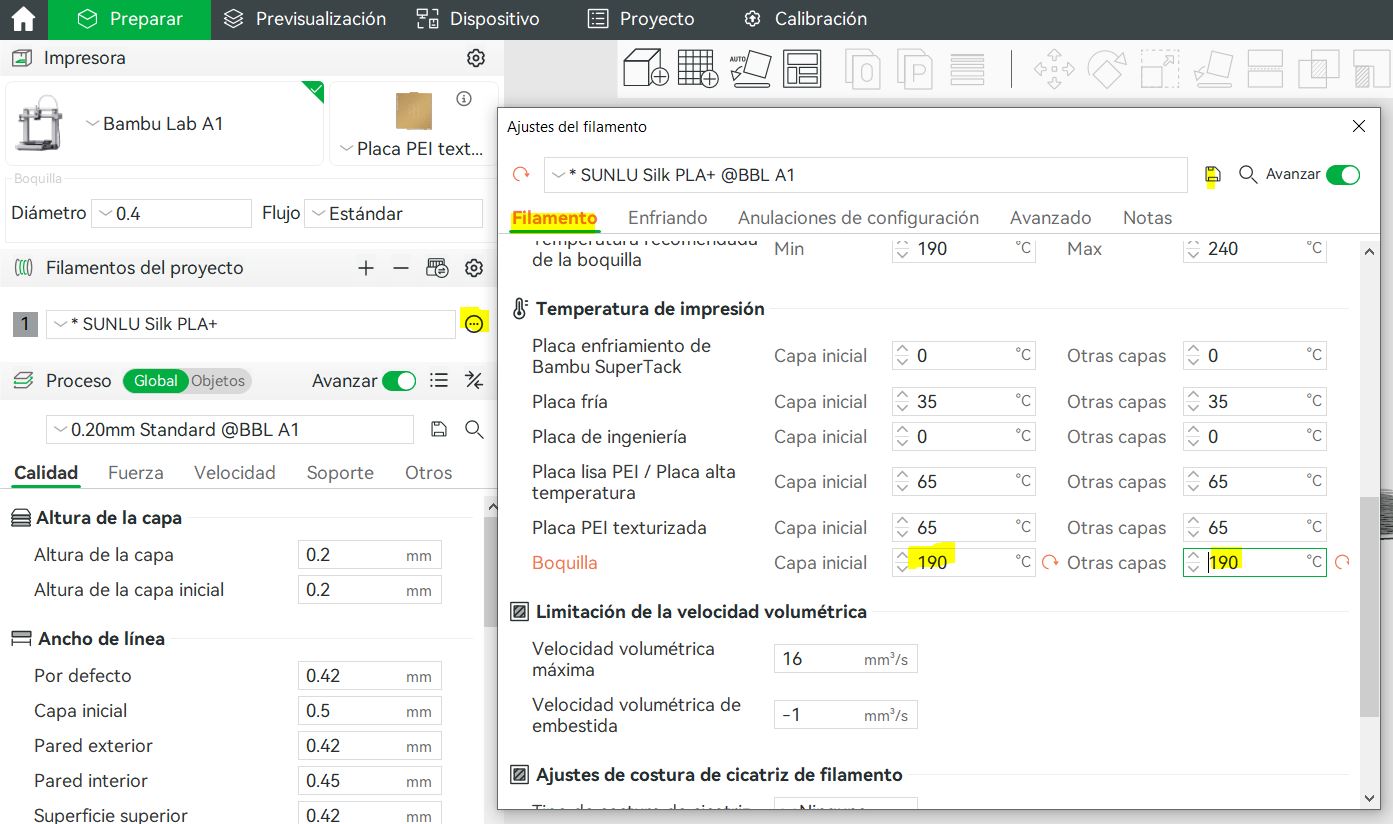
🌡️ Ajuste de la temperatura inicial
El siguiente paso es modificar la temperatura de impresión de la boquilla. Por defecto, Bambu Studio establece este valor en 230 °C, pero para esta prueba debemos cambiarlo a 190 °C.
Esto se debe a que la torre de temperatura comienza en 190 °C, por lo que es necesario establecer este valor como punto de partida.
Para definir esta temperatura, edita el perfil del filamento dando clic en los tres puntos (…) que aparecen junto al material y abre la pestaña Filamento.
Dentro de este apartado, localiza la sección Boquilla y establece:
- Capa inicial: 190 °C
- Otras capas: 190 °C
Tal como se muestra en la imagen.
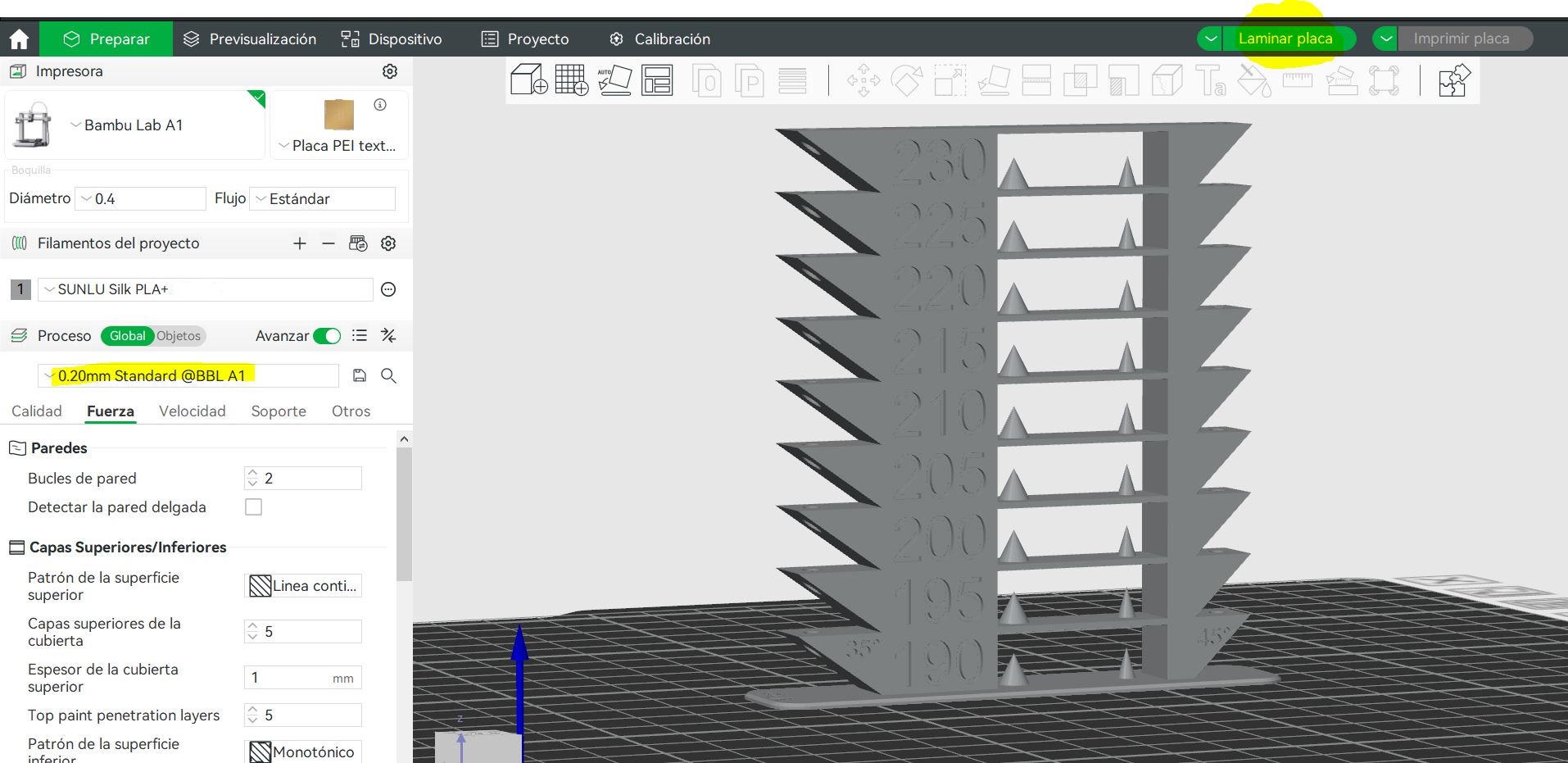
🧩 Generar la previsualización y definir los rangos de temperatura
Una vez configurados los parámetros básicos de impresión y establecida la temperatura inicial en 190 °C, haz clic en Laminar placa para generar la vista de Previsualización.
Este laminado inicial se realiza únicamente para poder trabajar sobre las capas y asignar los cambios de temperatura en cada nivel de la torre.
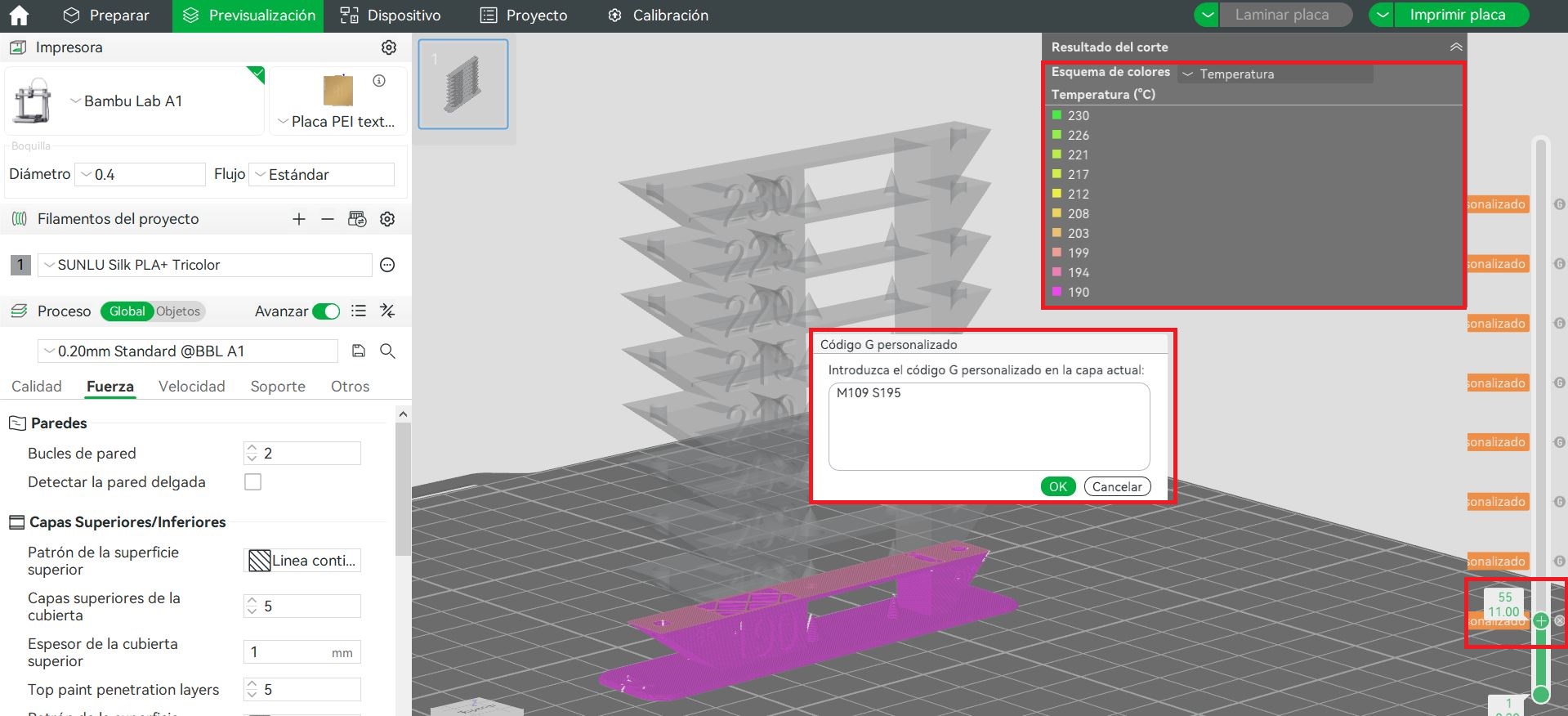
Después, en la pestaña Previsualización, cambia el Esquema de colores → Temperatura para visualizar cómo se aplicarán los distintos rangos térmicos.
Ahora agrega los cambios de temperatura de la siguiente forma:
-
Ubica en la barra de capas el nivel correspondiente a cada sección de la torre.
-
En la altura de capa donde inicia cada temperatura, da clic en el ícono ( + ) para insertar un Código G personalizado.
-
Introduce el comando con la temperatura deseada, por ejemplo: M109 S195
Este comando establece la nueva temperatura y espera a que se alcance antes de continuar con la impresión. - Repite este proceso en cada nivel de la torre hasta completar todos los rangos de temperatura.
Tal como se muestra en la imagen, cada cambio quedará marcado en la barra lateral y se reflejará en la vista de colores de temperatura.
⚠️ Resultado con los parámetros por defecto de Bambu Studio
En este punto ya sería posible laminar nuevamente la torre y enviarla a imprimir. Sin embargo, si se imprime utilizando los parámetros predeterminados de Bambu Studio, el resultado no será el adecuado para filamentos PLA+ Silk.

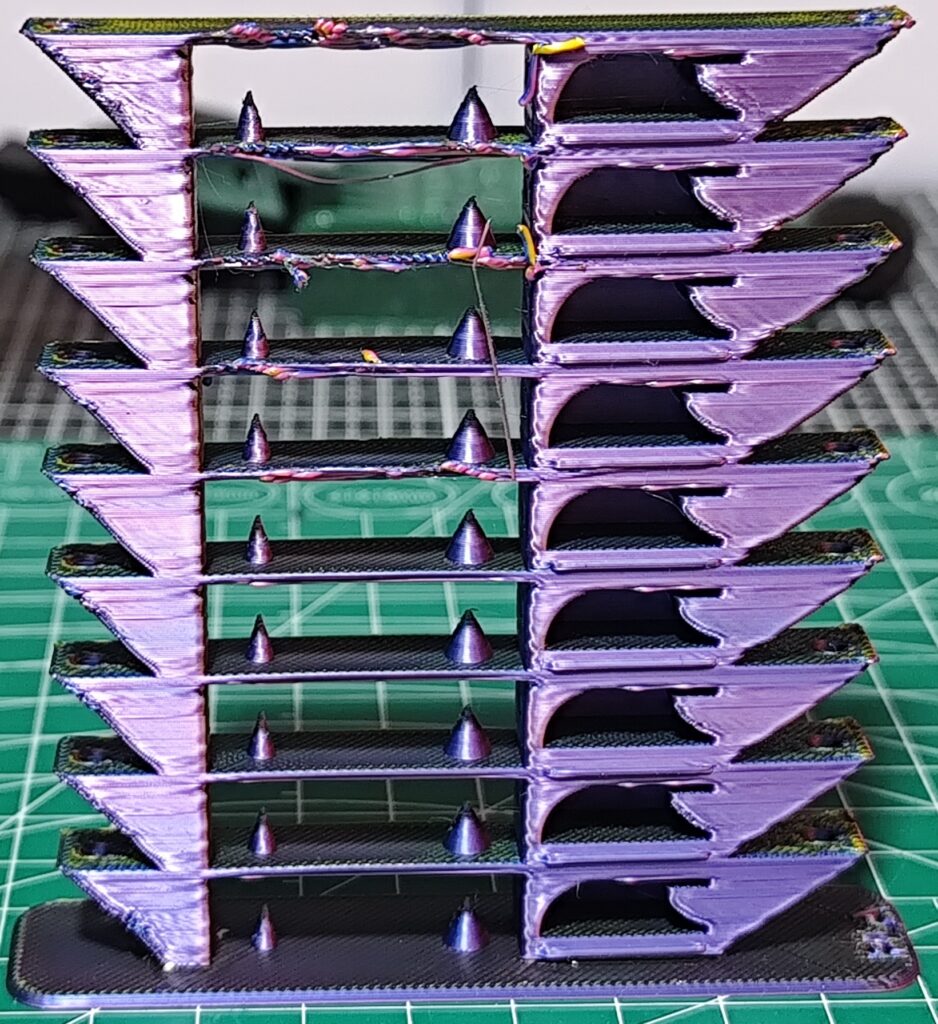
Como se puede observar en las imágenes, la torre presenta los siguientes problemas:
- ❌ Mala calidad en voladizos y puentes, con superficies irregulares y pérdida de definición.
- ❌ Variación en el tono del material, provocada por los cambios de velocidad durante la impresión.
- ❌ Zonas opacas y zonas brillantes en la misma pieza, lo que rompe el acabado sedoso característico del filamento Silk.
- ❌ Acumulación de material y pequeños hilos (stringing) en las áreas superiores.
Esto ocurre porque Bambu Studio, por defecto:
- Reduce la velocidad en ciertas zonas para mejorar el enfriamiento.
- Aplica diferentes velocidades según la geometría de la pieza.
- Mantiene configuraciones de ventilación pensadas para PLA estándar y no para PLA Silk.
Estas variaciones de velocidad afectan directamente el flujo del material, y en los filamentos Silk el flujo es el factor principal que determina el nivel de brillo.
Por eso, aunque la temperatura sea correcta, el acabado visual no será uniforme.
Ahora que ya conoces los problemas que se presentan al imprimir con los parámetros por defecto, es momento de aplicar los siguientes ajustes para evitarlos y obtener desde la primera torre una referencia confiable, con brillo uniforme, buena calidad en voladizos y los valores correctos para tus impresiones finales.
3️⃣ Ajustar los parámetros predeterminados de Bambu Studio para obtener piezas con acabado brillante y alta calidad
Deshabilitar la disminución de velocidad en voladizo
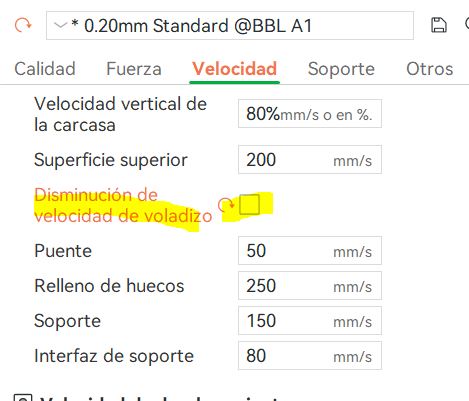
La variación de velocidad durante la impresión de voladizos puede afectar directamente el acabado superficial y el brillo, especialmente en filamentos tipo Silk. Por este motivo, es recomendable deshabilitar la opción de disminución de velocidad en voladizos.
De forma predeterminada, Bambu Studio tiene activa la reducción de velocidad en voladizos, lo que provoca que, al laminar la pieza, el extrusor imprima estas zonas a diferentes velocidades respecto al resto del modelo. Esta variación genera cambios visibles en el acabado, produciendo zonas con menor o mayor brillo dentro de una misma pieza.
En la imagen se puede observar claramente el mapa de velocidades, donde los colores indican cómo la impresora reduce la velocidad en las áreas de voladizo. Estas transiciones de velocidad son las responsables de la inconsistencia en el brillo y la apariencia del filamento.
Para obtener un acabado más uniforme y consistente, especialmente en pruebas de temperatura o calibración de filamentos Silk, se recomienda mantener una velocidad constante desactivando esta
Ajustar la velocidad del ventilador
La velocidad del ventilador de refrigeración influye directamente en el acabado superficial, la definición de voladizos y la estabilidad del material, especialmente en filamentos tipo Silk PLA+.
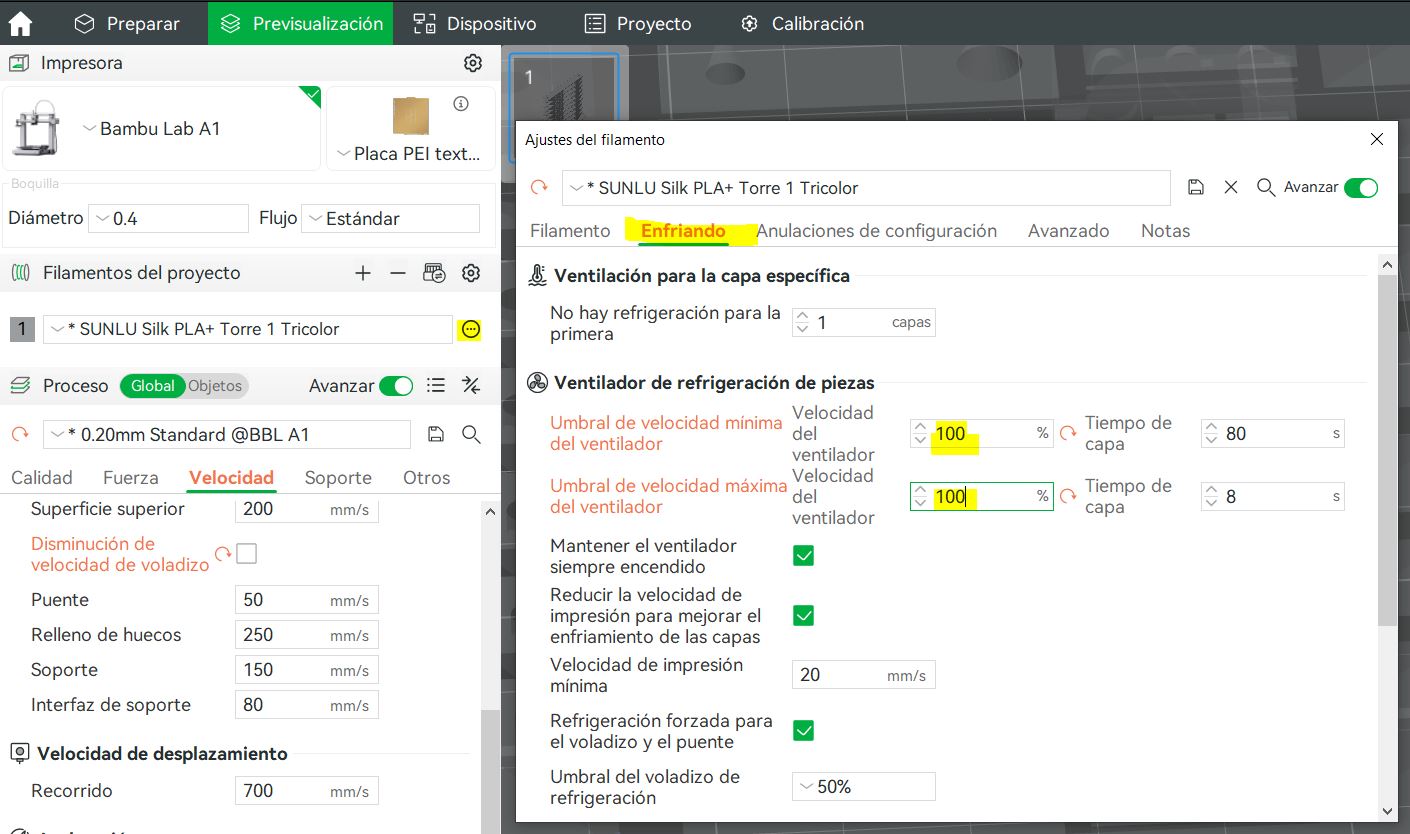
De forma predeterminada, Bambu Studio suele configurar el ventilador con valores aproximados de 60 % como mínimo y 80 % como máximo. Sin embargo, para este tipo de filamento y durante pruebas de calibración, es recomendable ajustar ambos valores al 100 %.
Al configurar el umbral de velocidad mínima y máxima del ventilador en 100 %, se logra:
- Una refrigeración constante y uniforme en toda la pieza.
- Mayor estabilidad en voladizos y puentes.
- Reducción de deformaciones provocadas por acumulación de calor.
- Un acabado más consistente, evitando variaciones visibles causadas por cambios de enfriamiento.
Tal como se muestra en la imagen, estos ajustes se realizan dentro del apartado Enfriando → Ventilador de refrigeración de piezas, asegurando que el ventilador opere al 100 % durante toda la impresión.
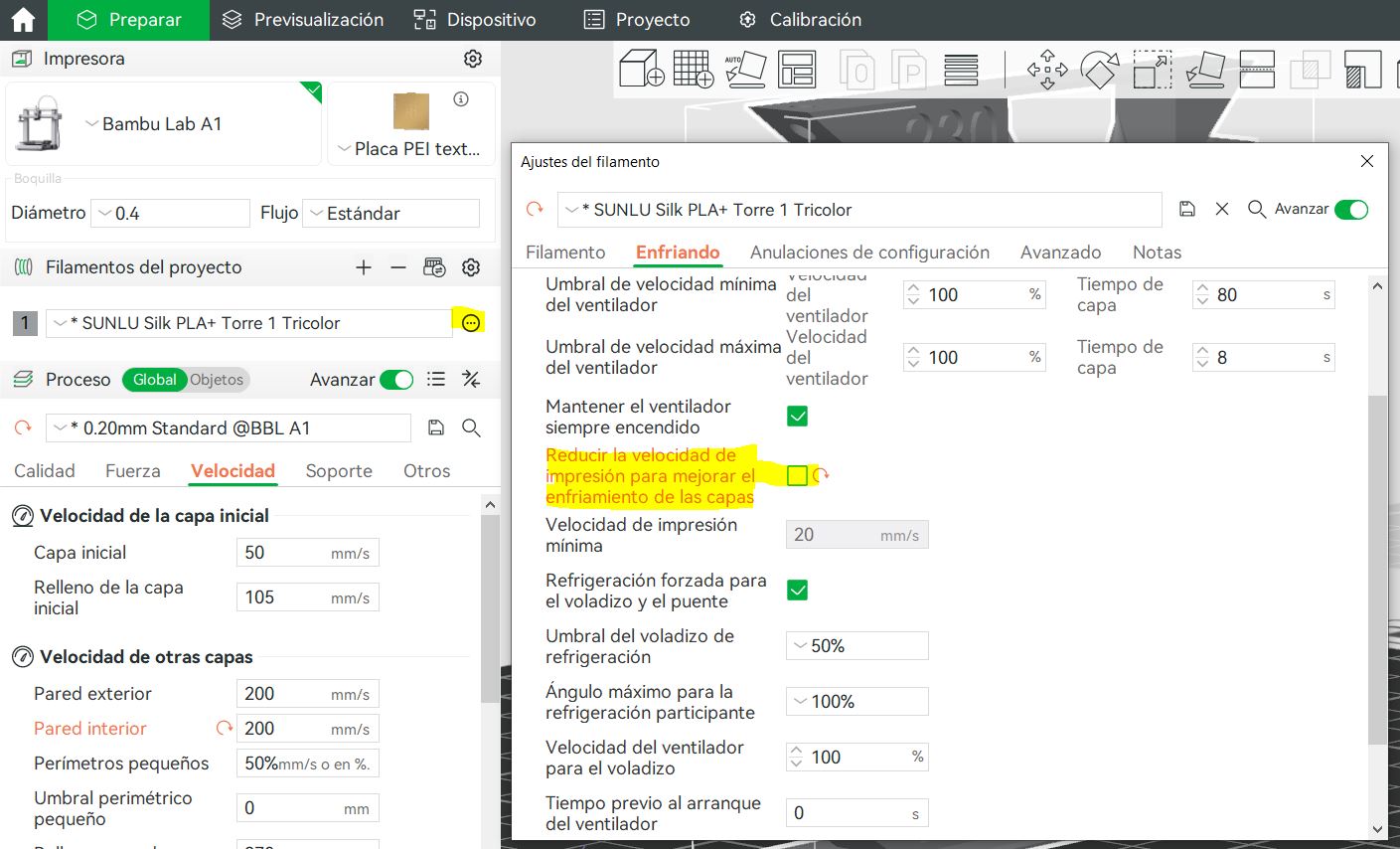
Deshabilitar la reducción de velocidad de impresión para mejorar el enfriamiento de capas
Después de desactivar la disminución de velocidad en voladizos y configurar el ventilador al 100 %, es necesario deshabilitar la opción “Reducir la velocidad de impresión para un mejor enfriamiento de las capas”, ya que en Bambu Studio viene activada por defecto.
Esta función hace que la impresora reduzca la velocidad en zonas específicas para mejorar el enfriamiento, pero en filamentos PLA+ Silk provoca un problema importante, la velocidad deja de ser constante y esto genera variaciones en el brillo y en el tono de la pieza.
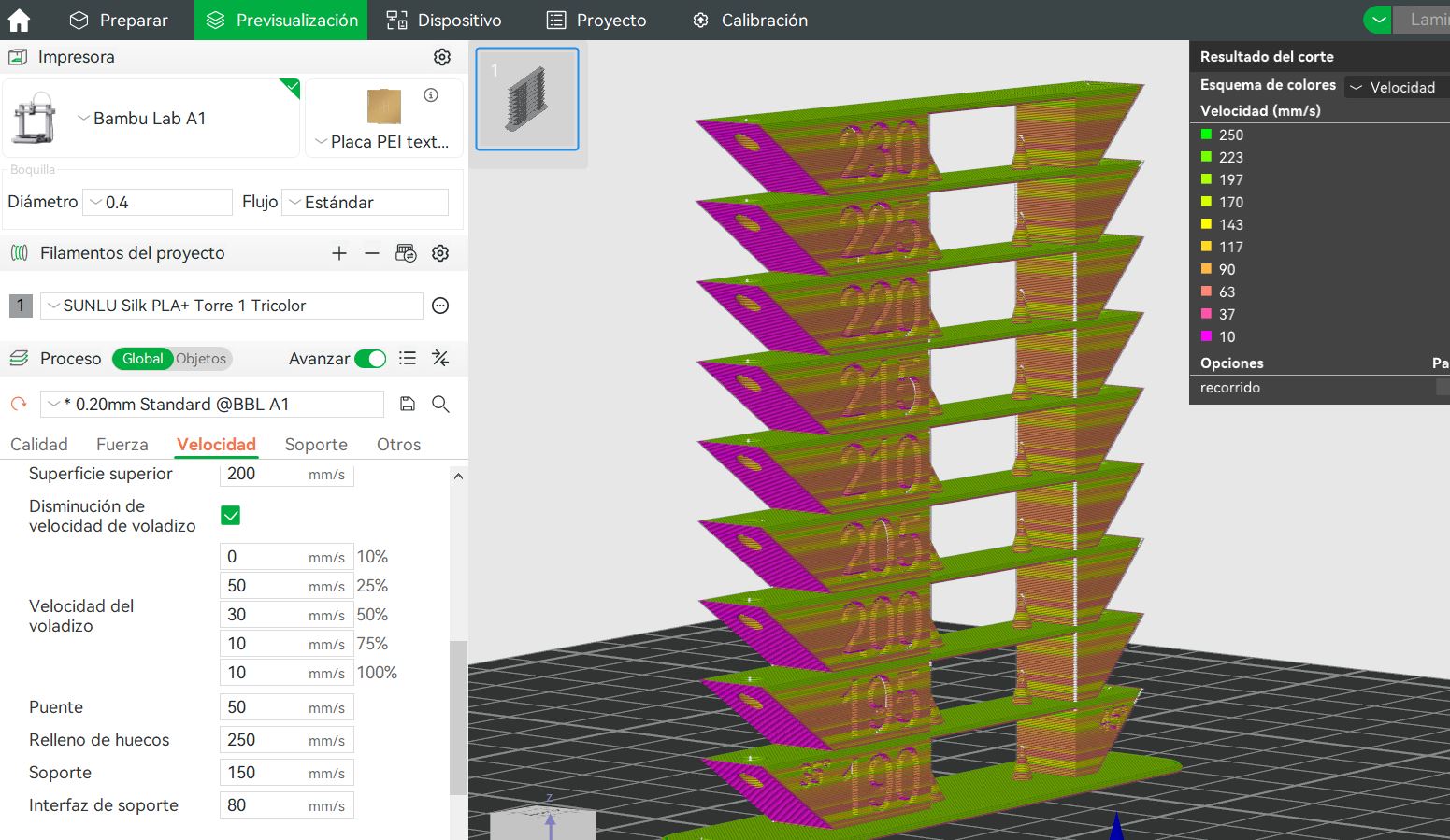
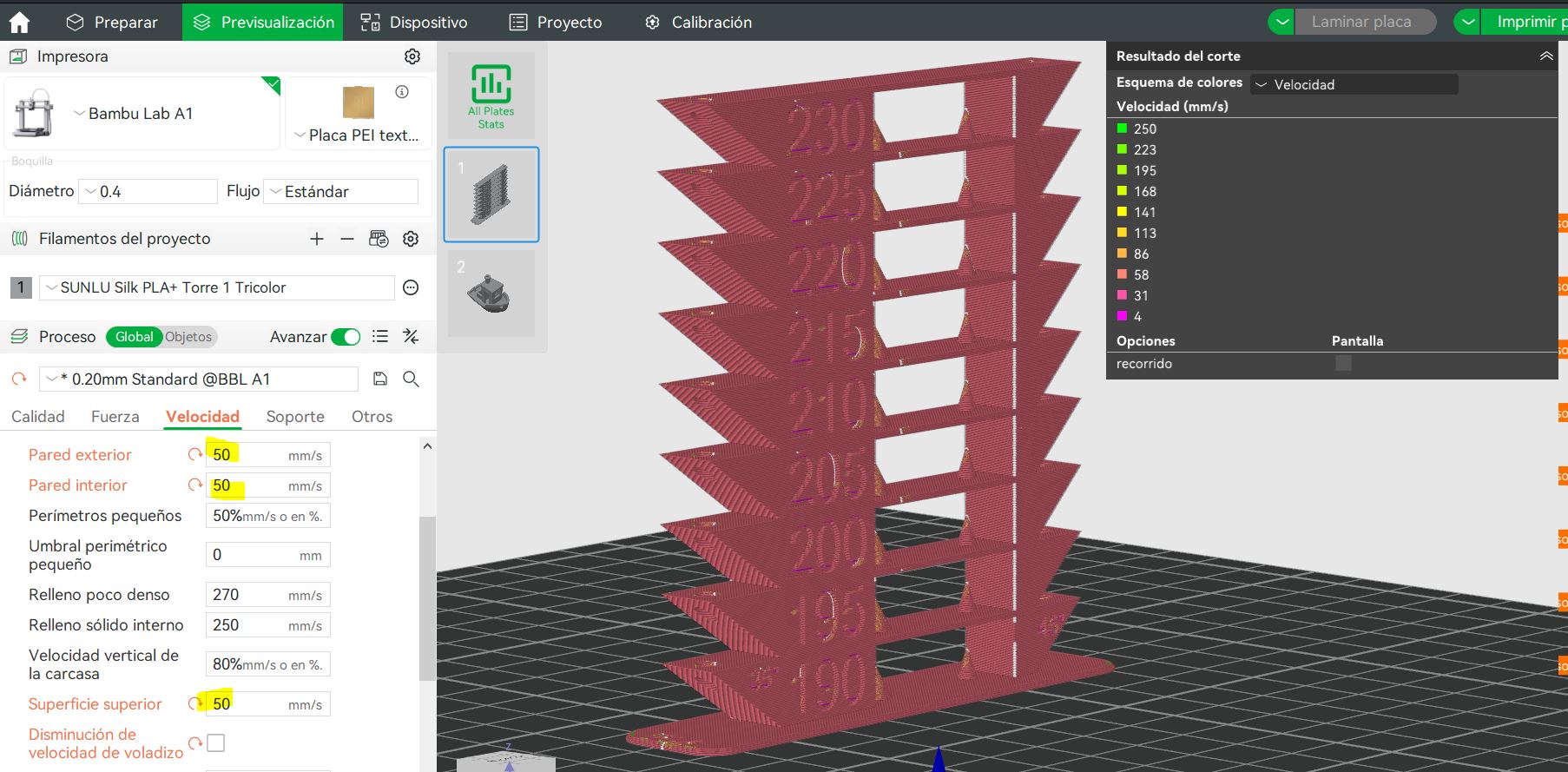
Si vas a la pestaña Previsualización y en la ventana Resultado del corte cambias el Esquema de colores → Velocidad, podrás ver claramente este comportamiento.
Como se muestra en la imagen, cada color representa una velocidad diferente, lo que significa que la pieza se imprimirá con múltiples cambios de velocidad en lugar de mantenerse uniforme.
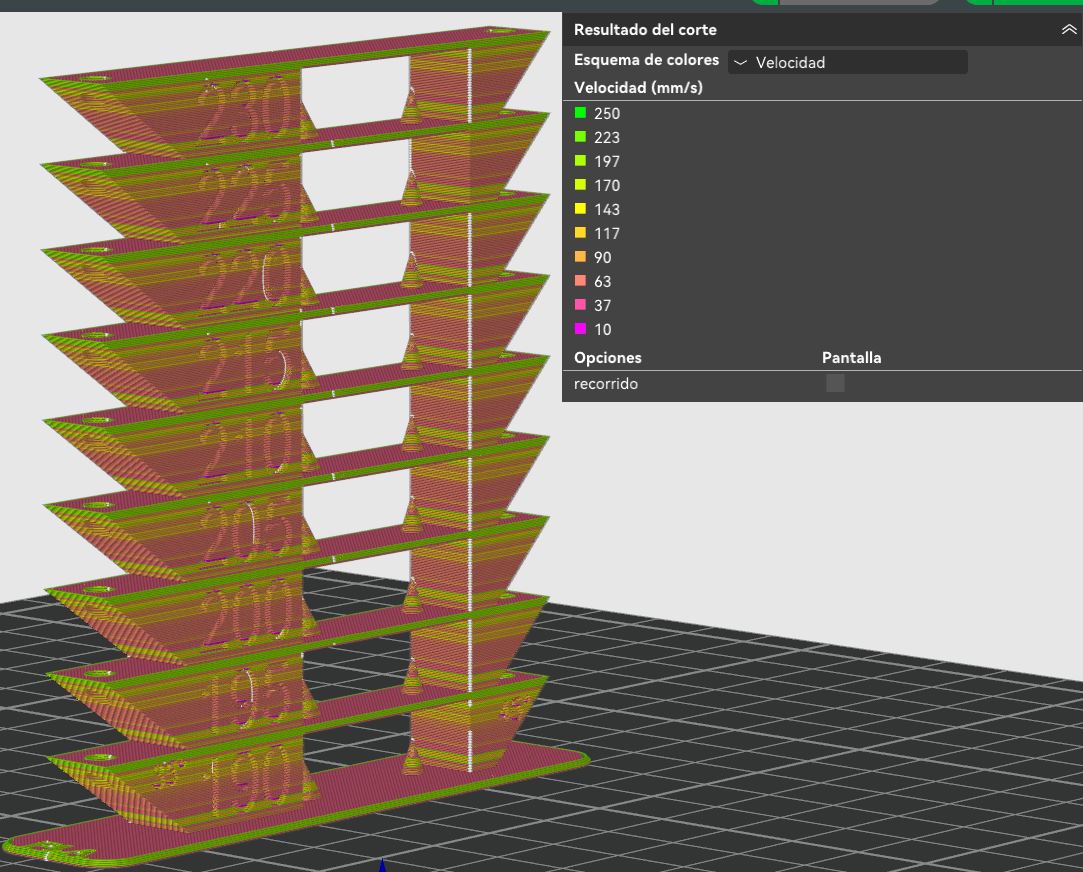
Si la torre se imprime con la opción “Reducir la velocidad de impresión para un mejor enfriamiento de las capas” activada, el efecto se refleja directamente en el acabado final de la pieza.
Al comparar con el esquema de colores en la vista de Velocidad, se puede entender claramente lo que ocurre:
- Las zonas que aparecen en color verde corresponden a velocidades altas (hasta 250 mm/s). En la torre impresa, estas áreas se perciben con un acabado más opaco y menos uniforme.
- En cambio, las zonas marcadas en color rosa, que representan velocidades más bajas (alrededor de 63 mm/s), muestran un acabado notablemente más brillante y sedoso.
Esto confirma que, en filamentos PLA+ Silk, la velocidad de impresión influye directamente en el nivel de brillo. Cuando la velocidad varía automáticamente, el resultado es una torre con diferencias visibles de acabado entre niveles, incluso si la temperatura es correcta.

Para desactivar la opción “Reducir la velocidad de impresión para un mejor enfriamiento de las capas”, es necesario editar el perfil del filamento y realizar el siguiente procedimiento:
-
Abrir los Ajustes del filamento.
-
Dirigirse a la pestaña Enfriamiento.
-
Desmarcar la casilla correspondiente a Reducir la velocidad de impresión para un mejor enfriamiento de las capas.
-
Guardar los cambios del perfil.
Volver a laminar la pieza y revisar el comportamiento de la velocidad en la pestaña Previsualización, utilizando el Esquema de colores: Velocidad.
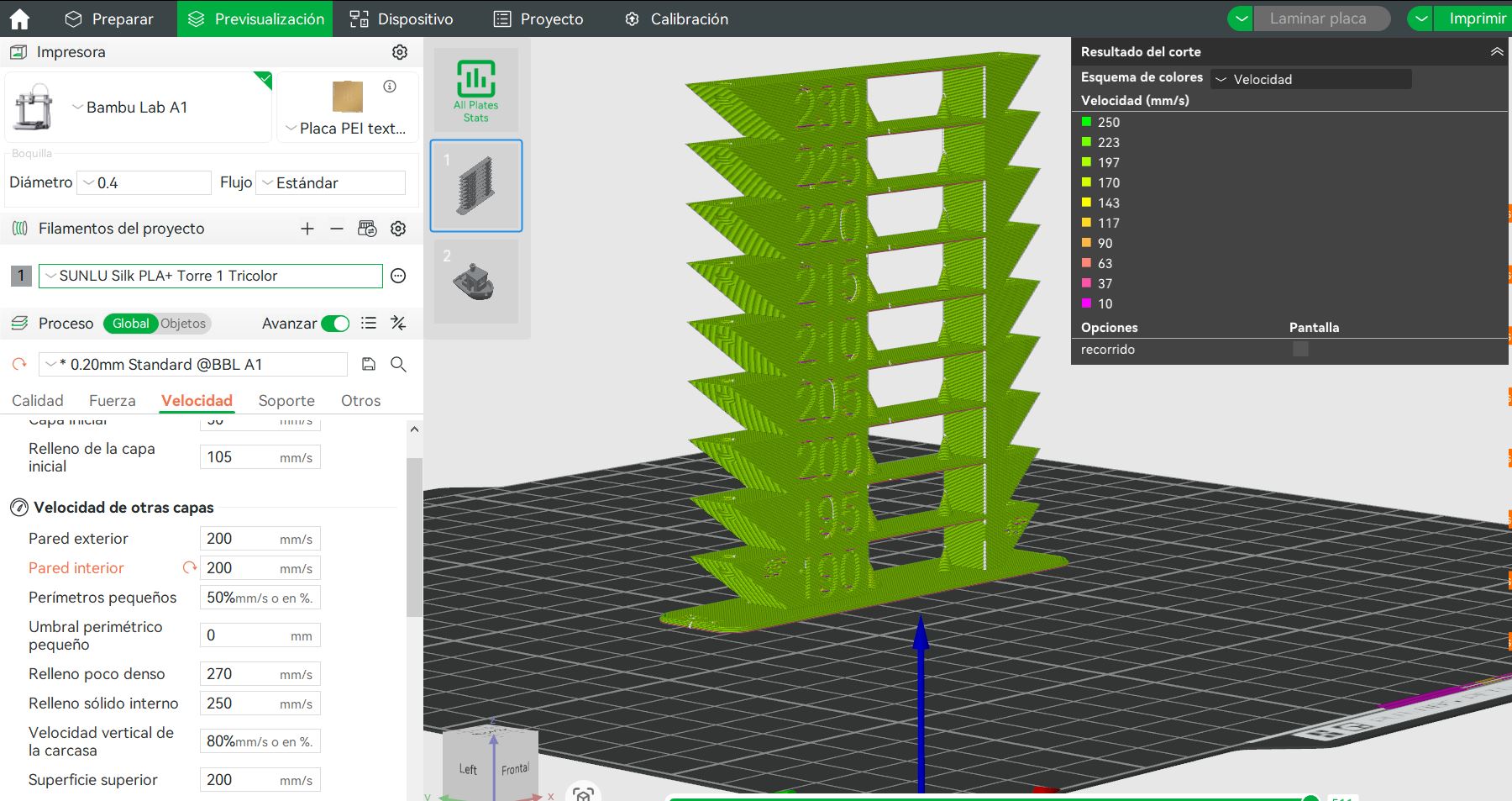
Una vez aplicado este ajuste, en la vista de Previsualización se observa que la mayor parte de la torre se imprime a una velocidad alta y constante, cercana a 250 mm/s. Esto confirma que el laminador ya no está reduciendo la velocidad automáticamente por el tiempo de capa.
Sin embargo, si lleváramos esta configuración a una impresión real, el PLA+ Silk presentara un acabado predominantemente mate en todos los rangos de temperatura de la torre.
Esto ocurre porque, aunque la velocidad ahora es uniforme, sigue siendo demasiado alta para este tipo de material, lo que reduce el efecto reflectivo característico y provoca que el brillo disminuya.
4️⃣Reducir la velocidad de impresión
Con base en el análisis previo y en los resultados obtenidos en las torres de temperatura mostradas anteriormente, se observa que las velocidades altas generan un acabado mate, mientras que las velocidades bajas permiten desarrollar el brillo característico del PLA+ Silk.
Por esta razón, es necesario disminuir manualmente la velocidad en las zonas que definen el acabado superficial de la pieza. Configura los siguientes valores:
- Pared exterior: 50 mm/s
- Pared interior: 50 mm/s
- Superficie superior: 50 mm/s
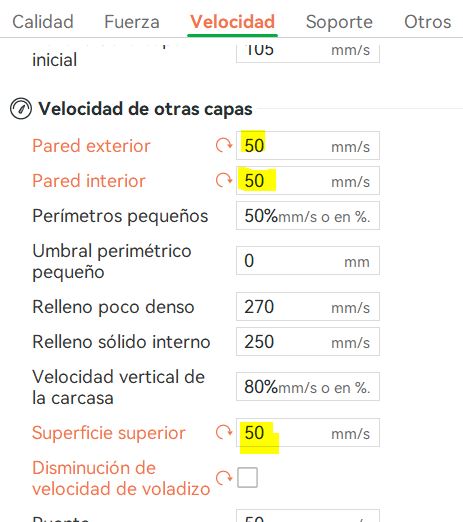
Como se muestra en la imagen, estos parámetros se encuentran en la sección Velocidad → Velocidad de otras capas.
Al mantener una velocidad baja y constante en las paredes y en las superficies visibles, el flujo del material se vuelve más estable, lo que permite obtener un acabado uniforme y resaltar el efecto sedoso característico del filamento PLA+ Silk.
Esto también se puede comprobar en la vista de Previsualización, donde al seleccionar el esquema de colores → Velocidad, se observa que toda la torre se imprime con un valor homogéneo, eliminando las variaciones que antes provocaban zonas opacas y diferencias de brillo.
5️⃣Impresión de la torre de temperatura
Una vez aplicados todos los ajustes anteriores, ya puedes enviar la torre a imprimir.
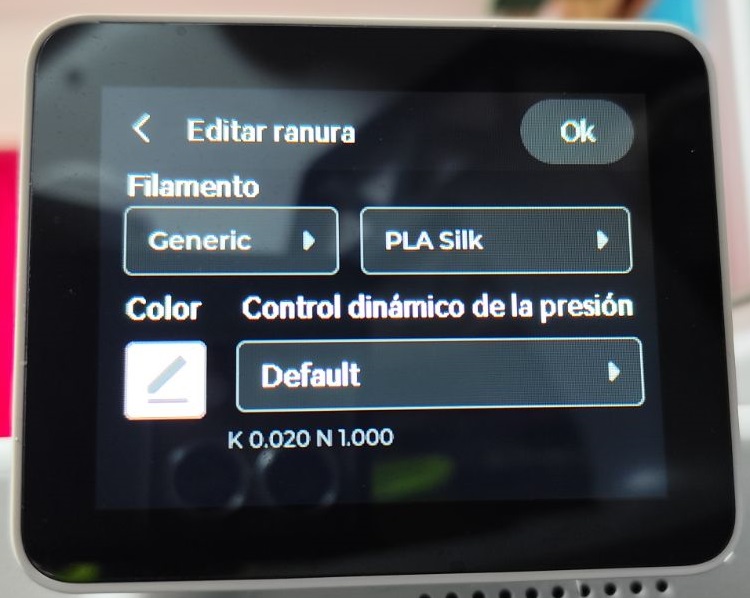
Antes de iniciar, carga el filamento en el carrete externo de la Bambu Lab A1 y, al momento de insertarlo, selecciona en la pantalla el perfil Generic → PLA Silk, tal como se muestra en la imagen.
Esto asegura que la impresora utilice los parámetros correctos del material durante la impresión.
6️⃣Análisis de la torre de temperatura
Ya impresa la torre de temperatura con los ajustes “desactivar la reducción automática de velocidad por tiempo de capa”, mantener el ventilador al 100 % y fijar una velocidad constante de 50 mm/s en paredes y superficies la torre muestra una mejora clara en el brillo, en la estabilidad de los voladizos y en la consistencia del color en todos los niveles.
Al eliminar las variaciones de velocidad, el flujo del material se mantiene constante en toda la geometría. Esto evita zonas opacas y permite que el efecto sedoso del SUNLU Silk PLA+ se desarrolle de forma homogénea, sin cambios de tono provocados por aceleraciones o desaceleraciones del laminador. Las líneas de capa se observan continuas, los puentes permanecen firmes en todo el rango y los voladizos conservan buena definición sin deformaciones.
En el análisis por temperatura se identifica que:
- 190 °C – 205 °C: Excelente definición geométrica y bordes muy limpios, pero con un acabado más mate.
- 210 °C – 215 °C: Comienza a aparecer el efecto brillante manteniendo buena precisión dimensional.
- 215 °C – 225 °C: Se obtiene el mejor equilibrio entre brillo, fusión entre capas, detalle y estabilidad estructural.
- 230 °C: Máxima reflectividad, aunque con ligera pérdida de definición en algunas aristas.
Con base en estos resultados, el rango óptimo de impresión para este material en la Bambu Lab A1 es de 215 °C a 225 °C, ya que proporciona piezas con alto brillo, excelente unión entre capas, buena calidad en voladizos y una apariencia uniforme ideal para modelos finales y decorativos.
CONCLUSIÓN
La correcta calibración del SUNLU Silk PLA+ en Bambu Lab A1 demuestra que la calidad final de impresión no depende únicamente de la temperatura, sino del control conjunto de la velocidad, el enfriamiento y la constancia en el flujo del material.
Al desactivar las funciones automáticas que modifican la velocidad, mantener el ventilador al 100 % y trabajar con velocidades bajas y estables en las superficies visibles, se elimina la variación de acabado entre zonas y se permite que el efecto sedoso del filamento se desarrolle de forma uniforme en toda la pieza.
La torre de temperatura deja de ser solo una prueba de rango térmico y se convierte en una herramienta real de calibración visual, donde es posible identificar con precisión el punto en el que se equilibran el brillo, la definición de detalles, la correcta fusión entre capas y la estabilidad en voladizos y puentes.
Como resultado, se obtiene un perfil de impresión optimizado que permite reproducir piezas finales con:
- Acabado brillante y homogéneo
- Color consistente en toda la geometría
- Líneas de capa uniformes
- Excelente comportamiento en voladizos y puentes
Para este material y esta impresora, el rango de 215 °C a 225 °C ofrece el mejor balance entre estética y calidad estructural, convirtiéndose en el punto de partida ideal para impresiones decorativas y modelos donde el acabado visual es prioritario.